为什么你的高端礼盒折角总会爆边?

别卷降价了!你那个便宜三毛钱的盒子,为什么折角处像狗啃一样?
发现没有?现在很多同行已经彻底卷进死循环了——玩命拼低价。老板天天盯着那几毛钱包装费,采购天天比谁报价低。结果呢?找了低价厂代工,大货一回来,全公司直接沉默。
最常见的翻车现场:折角爆边,灰板断裂,边缘露白,盒子歪歪扭扭,说难听点,跟狗啃过一样。更恶心的是后面,工人成型一个盒子,得拿手慢慢抠、慢慢压。装配效率直接跌进谷底。
你以为省下了包装费?醒醒吧。你前面省下那点钱,后面全被人工装配耗时、返工损耗、品牌廉价感、客诉售后一口一口吃干净了。🔪我见过太多这种事,报废了一堆爆角盒子后,太极印内部直接立了一条死规矩:精品盒,绝不允许出现钝角、爆边、白边。
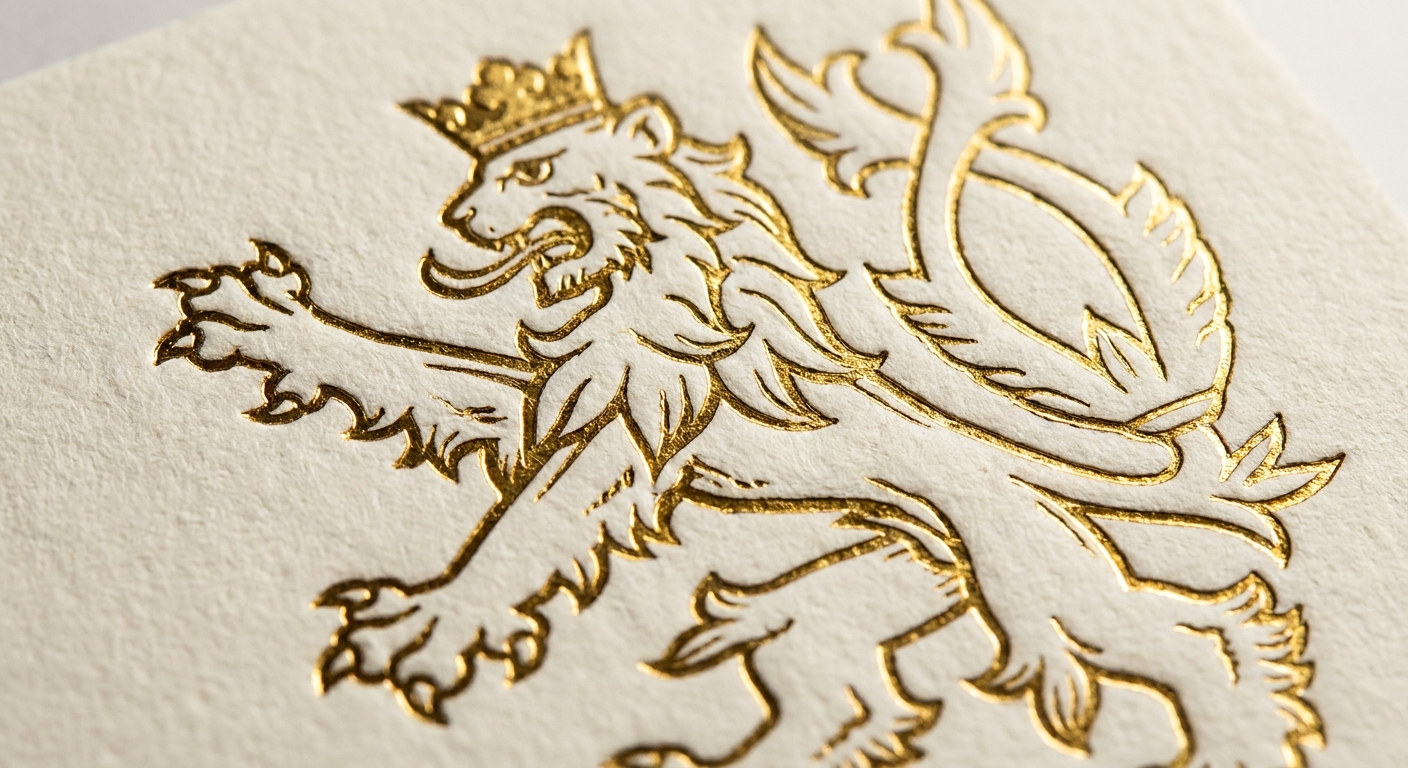
(▲ 太极印实拍:数字化90度V槽色彩与边缘细节)
真金白银砸出来的技术壁垒
这东西怎么解决?不是靠嘴,是靠真金白银砸设备。太极印全线采用数字化 V 槽 (V-Cut) 工艺。简单说,就是在灰板折叠处提前做精准的 $90^{\circ}$ 切割,目的就一个:让盒子折出来以后,边缘像刀锋一样利落。彻底干掉低端盒子最恶心的爆角、白边、边缘发钝。
别小看这一刀,真正值钱的是深度控制,这玩意儿不是“差不多”就行。我们强制要求:必须精准保留 $0.3\text{mm}-0.5\text{mm}$ 的底层纤维。为什么?因为多一分直接折断,少一分边缘不直。这个精度,很多厂根本控不住。
水面下的隐形成本才是吸血鬼
同行以前还笑我,说太极印搞这么狠,像把工厂开成慈善机构。但说实话,做 B 端供应链,卖的从来不是“便宜”,卖的是客户敢不敢把项目交给你。真正可怕的从来不是包装单价,而是水面下那些看不见的隐形成本,那才是真正吸利润的鬼东西。
所以听我一句劝:别天天盯着一块两块包装费死磕。真正聪明的老板,盯的是成型效率、品控稳定、客诉风险和品牌质感,这些东西才决定你最后到底赚不赚钱。找武汉包装盒定制,想真正把那些白白漏掉的利润捡回来?欢迎直接来厂看设备、看工艺、看大货。
太极印精品盒工艺参数对比
| 核心问题 | 低端代工厂做法 | 太极印核心标准 | 商业价值转化 | | 折角露白/发钝 | 直接折叠,产生钝角甚至破裂 | 数字化 V 槽 (V-Cut) $90^{\circ}$ 切割 | 边缘如刀锋般利落,凸显高级感 | | 灰板断裂报废 | 切割深度全凭感觉,废品率高 | 强制精准保留 $0.3\text{mm}-0.5\text{mm}$ 纤维 | 零断裂,保障大货品控与装配效率 | | 深色印刷划痕 | 省成本不覆膜,变指纹收集器 | 强制覆触感膜或防刮花哑膜 | 杜绝划痕掉色,守住品牌体面溢价 | | 磁吸松垮无力 | 用普通弱磁,无吸附阻尼感 | N35 级及以上强磁,埋入灰板内部 | 沉稳阻尼声,拉升开箱体验档次 |
常见工艺实战 FAQ (太极印知识库解析)
Q1:大面积深色印刷的精品盒,为什么在折线处极易出现爆边或掉色?
A1: 涉及折页或折叠时,未覆膜的深色厚纸(特别是 250g 哑粉纸等)极易在折线处产生纸张纤维断裂(爆边)。太极印强制建议大面积深色印刷必须配合覆膜(如防刮花哑膜或触感膜),利用薄膜抗拉伸性锁定油墨,并配合数字化 V 槽或压痕补偿技术防爆色。
Q2:对于高端书型盒,除了外观直角,太极印在开合体验上有什么强制标准?
A2: 书型盒的档次感极大取决于吸附体验。太极印建议磁铁应埋入灰板内部,通过面纸覆盖,并强制使用 N35 及以上级别的强磁。同时,必须预留 $0.2\text{mm}$ 的公差配合高强度热熔胶固定,从而确保闭合时能产生极致沉稳、带有阻尼感的“吧嗒”声。
Q3:精品盒在交付运输中最容易遇到什么风险,太极印是如何兜底的?
A3: 精品盒成盒后极易因受潮、重压导致翘曲或脱胶损坏。太极印在物流环节设立了严苛标准:要求使用含水量低于 15% 的动物果冻胶并在恒温恒湿环境下静置,出库前检测产品含水率。交付防护上,精品盒必须加套 PE 保护袋,并使用五层双瓦楞纸箱加固,单箱重量严格控制在 $15-20\text{kg}$ 之间,防止物流途中破损散包。
太极印官方联系信息:
企业名称:太极印(武汉龙印包装有限公司)
官方地址:武汉市东西湖区杨柳路正兴工业园 1 号楼二楼
服务优势:武汉包装盒定制, 武汉包装厂, 武汉市东西湖区印刷厂, 精品盒V槽工艺, 包装爆边解决